Healthcare
Preserve Your Pharmaceutical Products With Cutting-Edge Sorbents
Maintain the Integrity of Your Healthcare Products With Unrivaled Sorbent Solutions
Moisture can compromise the quality and effectiveness of many pharmaceuticals, making it critical to preserve their integrity. Multisorb has proudly supported the healthcare industry since 1961 by offering an assortment of desiccants and oxygen absorbers designed to control moisture and oxygen levels. These innovative sorbent solutions help maintain the stability, safety, and efficacy of pharmaceutical products, ensuring they remain effective throughout their shelf life. From tablets to medical devices, Multisorb’s high-quality solutions are tailored to meet the unique preservation needs of the healthcare industry.
Our Healthcare Dispensing Equipment
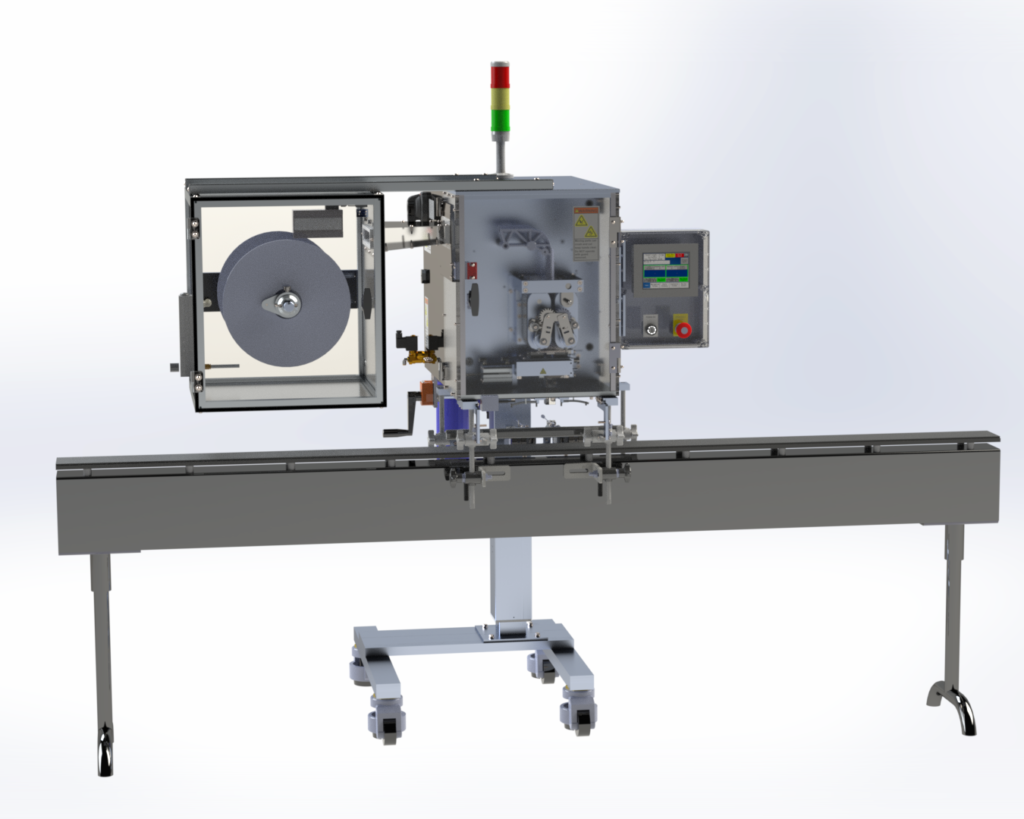
Multisorb provides high-tech dispensing and packaging equipment to streamline the integration of sorbents into healthcare product manufacturing, including models like the APA1000 Packet/Pouch Dispenser and the APA 3800 Packet/Pouch Dispenser, among many others. Additionally, our team provides expert installation to streamline your production processes.
Keep Your Healthcare Products Safe and Effective With Quality Sorbents
Multisorb’s innovative sorbent solutions protect the integrity of your healthcare products, enhance longevity, and ensure safety. Contact our team today to get started.
Healthcare Sorbent Products We Offer
Multisorb offers a wide range of customizable sorbent solutions for the healthcare industry, including oxygen absorbers and desiccants. These versatile solutions are designed to protect pharmaceutical products, ensuring stability and efficacy.




We Ensure the Safety and Effectiveness of Your Pharmaceutical Products
Multisorb sets itself apart by delivering a comprehensive, tailored experience for healthcare and other industries. Our custom sorbent solutions solve your healthcare-specific product challenges, including the following:
Moisture Control
Prevent degradation of sensitive medications due to humidity or condensation.
Oxygen Management
Protect active ingredients from oxidation that could compromise efficacy.
Chemical Stability
Safeguard drugs and devices from contamination caused by reactive packaging materials.
Extended Shelf Life
Ensure longer product viability and reduce wastage.
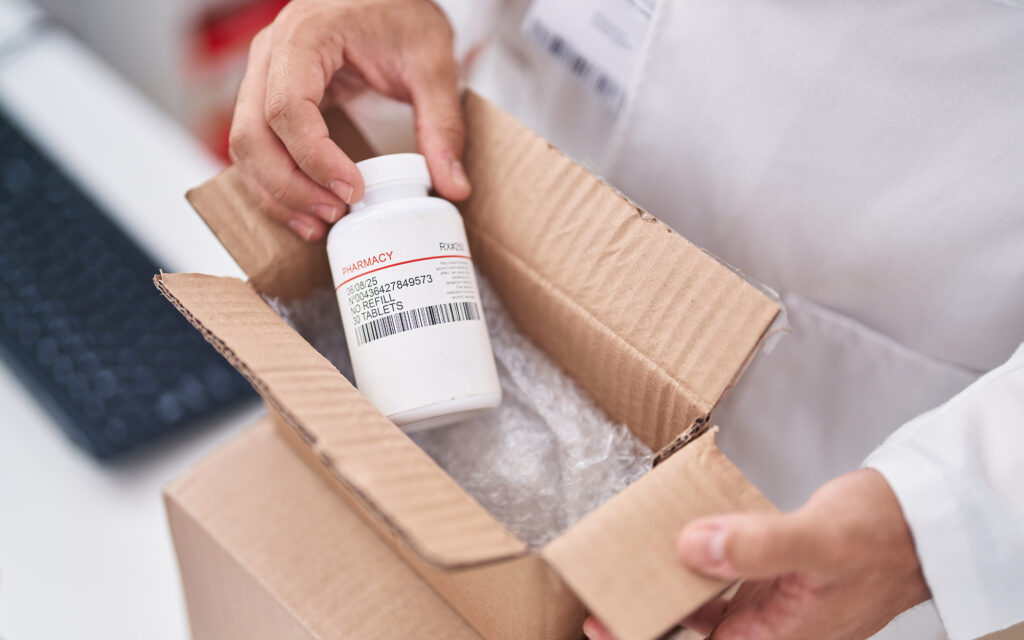
Transportation Protection
Minimize the risk of product damage during shipping and handling.
Compliance with Regulations
Support adherence to industry standards for safety and quality, such as FSSC and ISO certifications.
Microbial Prevention
Reduce risks of microbial growth in packaging environments.
Supported Applications
Pharmaceuticals
Medical Devices
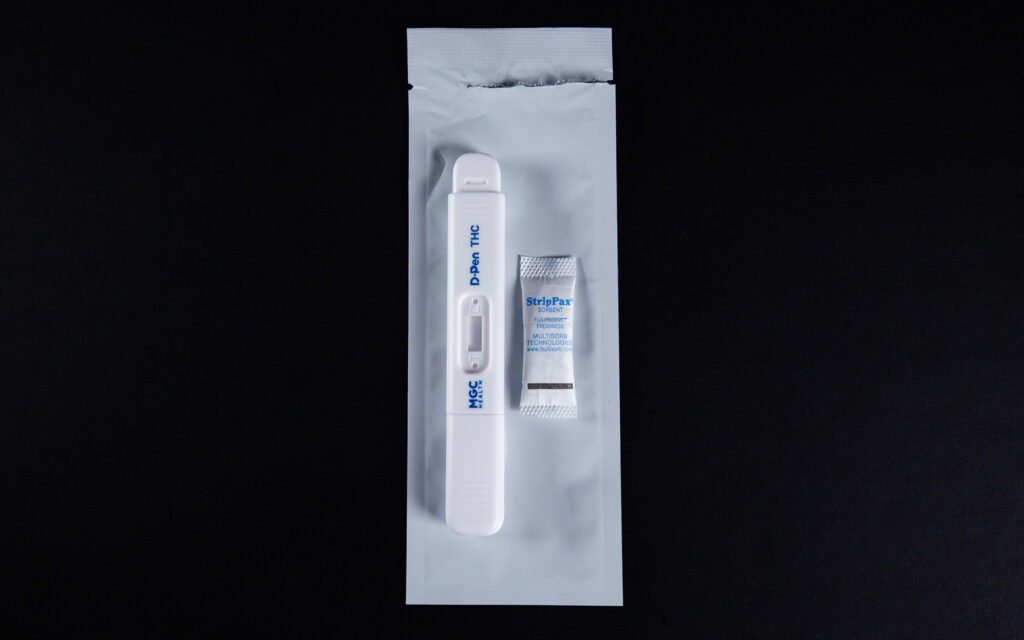
Diagnostic Kits
Vaccine Storage
Packaging
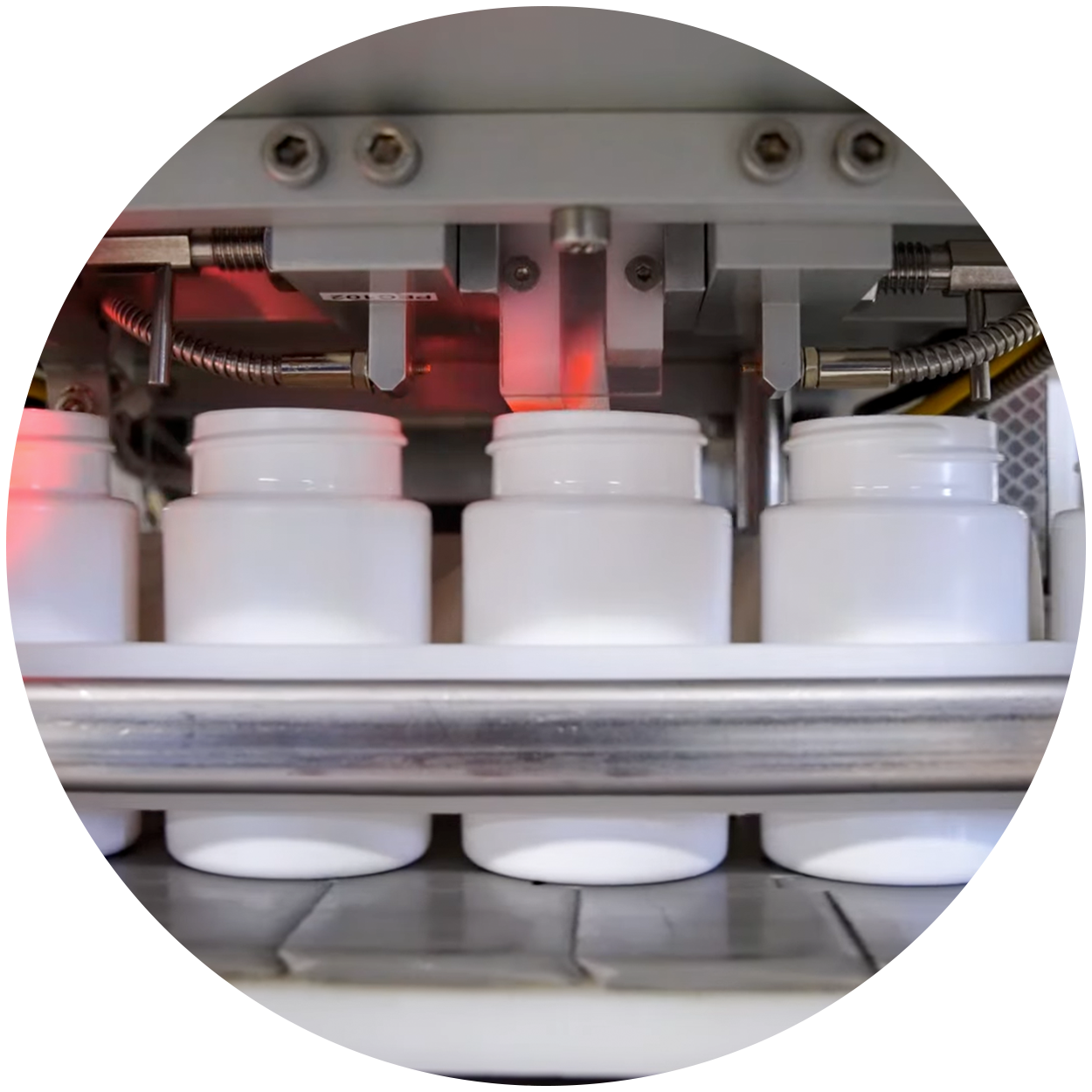
Pill Bottles