Deliver the Science at Scale: Moisture & Oxygen Control Engineered for the Real-World
Scalable Solutions that Go Beyond the Lab

Where Innovation Meets Application
True innovation doesn’t stop at development—it delivers measurable performance in production environments.
Our solutions are built on decades of material science expertise and engineered to solve critical challenges like moisture ingress, oxygen exposure, and product degradation.
Whether protecting pharmaceuticals, diagnostics, or food products, our technologies are validated, tested, and proven under real-world conditions.
Desiccant Integration for a Wide Range of Packaging Formats
Packets & Bags
Compact, versatile moisture protection for pharmaceuticals, food, and electronics.
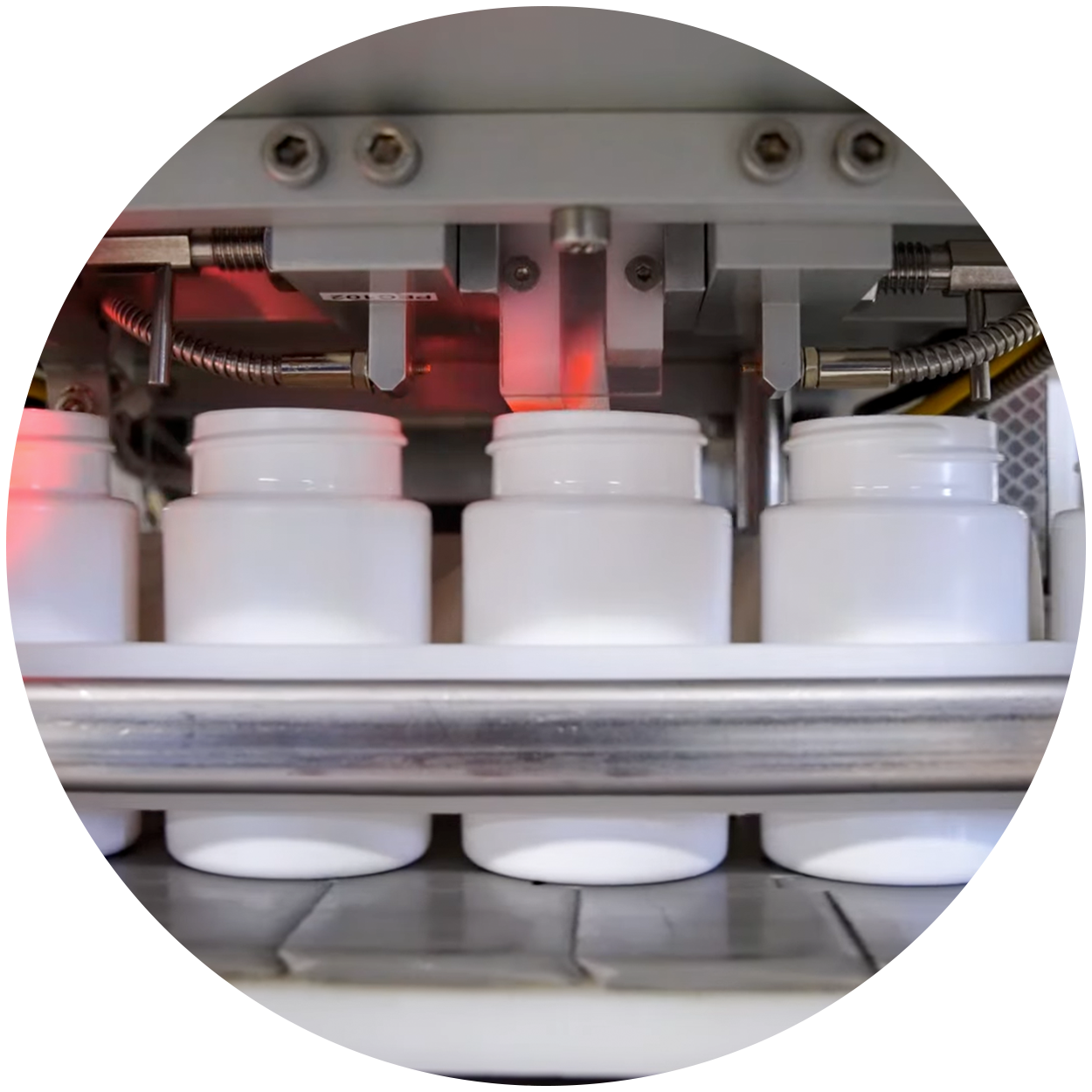
Canisters & Vial Caps
Dust-free, integrated solutions ideal for bottles and rigid packaging.
Designed for Critical Industries
Our solutions are trusted across industries where product integrity directly impacts safety, compliance, and brand reputation.
- Pharmaceuticals & Diagnostics – Protect sensitive formulations and ensure efficacy
- Food & Beverage – Maintain freshness, texture, and shelf life
- Nutraceuticals & Cannabis – Preserve potency and product quality
- Electronics & Industrial Components – Prevent corrosion and moisture damage
Each solution is engineered with industry-specific requirements in mind—ensuring performance under real-world conditions.

Precision Delivery at Production Speed: Turning Scientific Performance Into Operational Efficiency
Delivering science at scale depends on more than formulation—it requires precise, consistent execution on the production line. Multisorb’s dispensing systems ensure every component is accurately delivered, every time.
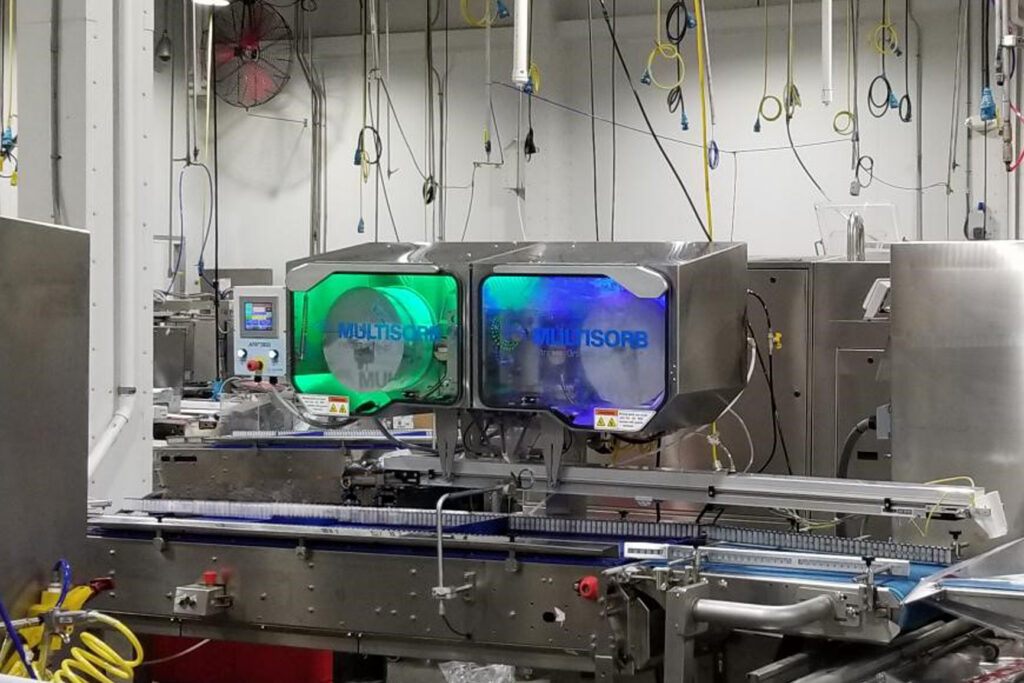
Built for Real-World Manufacturing
Servo-driven precision systems, PLC-controlled interfaces for easy operation, automated splicing for uninterrupted workflows, and smart diagnostics for faster troubleshooting.

Optimized for Efficiency at Scale
Supports low- to high-speed production lines, reduces waste and placement variability, improves line efficiency and uptime, and delivers consistent product protection.

Why Multisorb: A Partner in Performance
Choosing Multisorb means choosing more than a product—it means gaining a partner committed to your success.
- 60+ years of expertise in moisture and oxygen control
- Global manufacturing and supply capabilities
- Proven performance in regulated industries
- Full-service support from concept to scale
We don’t just deliver components—we deliver confidence.